
![]()
![]()
![]()
ist die Schlüsselfigur durch die ich einen ersten Kontakt zu diesem interessanten und künstlerischen Handwerk aufnehmen konnte. Zu Beginn sah ich seine Schmiede nur, wenn ich Meißel und anderes Werkzeug zum Aufbereiten hinbrachte oder abholte. Stets bewunderte ich die Unmengen von Zangen und anderen Hilfsmitteln zur Eisenbearbeitung, die an der Wand hingen. Die Bewunderung stieg, als ich erfuhr, dass die meisten dieser Werkzeuge selbst hergestellt waren und jedes genau einem bestimmten Zweck diente.
Irgendwann war es dann so weit, ich fragte den Meister, ob ich nicht auch einmal etwas in seiner Schmiede fertigen dürfte. Aus einem Stück Baustahl schmiedete ich unter seiner Anleitung ein riesen Buschmesser. Die Tipps von damals - das war vor ca. 40 Jahren - habe ich nicht vergessen. Vor 3 Jahren habe ich nun endlich das lange gehegte Vorhaben, mir selbst eine kleine Feldschmiede aufzubauen, in die Tat umgesetzt. Nach langen Überlegungen wurde als Erstes eine Esse gebaut.
Die erste Esse entstand vor 3 Jahren und hatte die Form eines Quaders. Die Luft des Gebläses (Haarföhn) wurde von der Seite in einen Schacht geleitet und durch diverse u-förmige Lochbleche abgedeckt, die den Luftstrom verteilen sollten.

Abb. 1: erste Esse - zu tief und zu unhandlich zum Schmieden aber
gut als Schmelzofen
Das mit der Verteilung entsprach nicht so ganz meinen Erwartungen und es stellte sich auch schnell heraus, dass es schwierig war, lange Eisenstangen in diesem Kasten nicht nur am Ende zu erhitzen. Einige Millionen Schiede in der Welt können nicht irren, wenn sie eine flache Esse benutzen. Folglich musste eine besser geeignete Esse her. Die alte habe ich übrigens immer noch, weil sie als Schmelzofen für Messingguss sehr gut geeignet ist.
Ein Gerüst aus Winkeleisen und eine Schale aus 2mm-Eisenblech wurden zu einer flachen rechteckigen Wanne zusammengeschweißt und mit Schamotteplatten ausgekleidet. Die Ritzen wurden mit Schamottemörtel verschmiert. Dann musste das Teil erst einmal eine Woche trocknen. Gönnt man dem Mörtel diese Ruhepause nicht, dann dankt er es einem, indem er stückweise aus den Ritzen bröckelt.

Abb. 2: Die zweite Esse (ca. 20cm x 30cm) ist flacher, Tiefe ca.
10 cm
Die Luftzufuhr erfolgt über ein 11/4 ''-zölliges Rohr, das wie folgt zusammengeschraubt ist: Muffe (innen etwas ausgedreht) - Rohr - 90°-Bogen - Muffe (in den Boden der Esse geschweißt). Damit keine Kohlen in das Rohr purzeln, schließt ein Lochblech die Rohröffnung von innen ab.

Abb. 3: Die Luftzufuhr für die Esse
Als Gebläse verwende ich einen Haarföhn, den ich bei der CAH günstig bekommen habe. Der Stutzen des Föhns passt genau in die innen etwas ausgedrehte Muffe.

Abb. 4: zweistufiges Gebläse - der Föhn lässt sich in der Muffe
festklemmen
Die Esse wird für den Betrieb in die Aussparung einer Blechplatte mit Randverstärkung gesetzt. Ursprünglich hatte das Ding 4 Füße und wurde einfach in die Wiese gestellt, daneben auf einen Hackstock der Amboss. Seit letztem Jahr dient der gemauerte Unterbau für den Gartengrill auch als Träger für den Essentisch. Der Tisch hat sich als sehr nützlich erwiesen, weil dort Werkzeug abgelegt werden kann und auch schon mal eine Stützhalterung für Schmiedegut (siehe unten).
Sollte ich irgendwann noch einmal eine Esse herstellen, dann fällt sie sicher noch flacher aus. Es geht nämlich auch hier eine Menge Kohle hinein, bis sie oben so weit rausschaut, dass man eine Eisenstange mittig erhitzen kann. Zur Abhilfe habe ich einen Trick angewandt, der gleichzeitig zwei Vorteile bringt. Die unterste Schicht der Füllung besteht aus etwa walnussgroßen Kalksteinen, die neben dem Füllvermögen auch noch eine recht gute Verteilung des Luftstroms zur Folge haben. Auf die Steine kommt als Brennmaterial meist Holzkohle, die bei länger dauernden Arbeiten auch mit klein gebrochenem Koks versetzt werden. Das bringt dann auch noch mehr Hitze. Kohle verwende ich nur selten, wenn wirklich hohe Temperaturen gebraucht werden, denn die Abgase stinken nicht nur mir, sondern auch den Nachbarn.

Abb. 5: Die neue Esse in Betrieb - ganz links die "3. Hand", eine
Klemmvorrichtung für lange Rohlinge
Ein Schmied ohne Hammer ist nicht vorstellbar. Ich verwende im Wesentlichen 4 Hämmer im Standardeinsatz: 500g, 800g, 2kg, und 3kg. Darüber hinaus gibt es noch zwei Setzhämmer mit Kugel. Am öftesten wird der 2kg-Hammer eingesetzt. Er hat allerdings eine relativ breite Finne, die es einerseits erlaubt, Material zu treiben ohne eine wesentliche Struktur zu hinterlassen, aber andererseits zum Formen kleiner Hohlkehlen oder zum Strecken von dünnem Material ungeeignet ist. Dafür ist der 800g Hammer besser geeignet. Seine schmalere Finne hinterlässt deutliche Kerben, was auch zur Strukturierung von Blättern gut brauchbar ist.
Grundsätzlich kann man sagen, dass ein Schlosserhammer für einen Schmied von vornherein nicht brauchbar ist. Die Form des Hammers ist nicht so sehr entscheidend, weil ein hiesiger Schlosserhammer sehr eng an die Form eines schwedischen Schmiedehammers angelehnt ist. Wesentlicher sind die Formen von Finne (das schmale Ende) und Bahn (das breite Ende). Beim Schlosserhammer sind beide Enden abgefast aber nicht gerundet. Letzteres ist für einen Schmiedehammer essentiell, denn er soll keine Kanten im Schmiedegut hinterlassen sondern eine möglichst ebenmäßige Oberfläche herstellen. Wenn du also einen Schlosserhammer zum Schmieden verwenden willst, musst du vorher alle Kanten runden. Das geht ganz gut mit einer Flex mit Schleifteller. Aber bitte nicht schruppen, bis der Hammer blau wird (Anlassfarbe, dazu später Genaueres) sondern intervallweise schleifen und zwischendurch mit Wasser kühlen. Man sollte das Schleifgut immer mit den Händen halten können ohne sich die Finger zu verbrennen.
Wenn man sich beim Schmieden nicht die Finger verbrennen möchte, muss man entweder mit langen Stäben arbeiten - das Werkstück wird erst zum Schluss von der Stange abgetrennt - oder man verwendet Zangen. Ein Schmied muss in der Lage sein, sein Werkzeug je nach Verwendungszweck selbst herzustellen. Diesem Spruch folgend, habe ich mir als Erstes einen Satz Zangen geschmiedet, die der Herstellung von Pfeilspitzen dienen. Einerseits hat mich die Technik der Herstellung interessiert, zum Anderen konnte ich die Größe und Form von Zangen, wie ich sie mir vorstellte nirgends erwerben. Selbst ist der Schmied.

Abb. 5: selbst geschmiedete Zangen
Zangen bestehen in der Regel aus zwei identischen Teilen, die ich nach der geneinsamen grundsätzlichen Formung einzeln fertiggestellt und dann vernietet habe. Aber Vorsicht, der Niet darf nicht so weit zugeschlagen werden, dass sich die Zange nicht mehr leicht bewegt. Schwergängige Zangen sind ein Übel. Beim Kauf hat man vor allem im Versand wenig Auswahlchancen, deshalb empfiehlt sich die Selbstanfertigung.
Zur Formgebung, vornehmlich zum Biegen bedarf es einiger Gesenke. Ein Gesenk ist ein Werkzeug, das in das vierkantige Loch des Amboss gesteckt wird. In manchen Fällen gibt es ein unteres und als Gegenstück ein oberes Gesenk. Das heiße Eisen wird zwischen die beiden Teile gebracht und durch Schläge auf das obere Gesenk von beiden Seiten geformt. Das nutzt man z. B. zum Runden von Bolzen aber auch zu vielen weiteren Zwecken.

Abb. 6: Prinzip eines Gesenks
Auch zum Biegen oder zum Herstellen von stets gleich geformten Rundungen z.B. bei Ösen werden Gesenke benutzt. Das Ende des heißen Eisens wird mit der Zange an einem Stück Rundeisen oder einem Rohr mit dem gewünschten Durchmesser festgehalten und um die Form herumgebogen. Kurz vor dem Auskühlen auf der Bahn des Amboss ausrichten. Das finale Ausrichten der gesamten Form gelingt auch noch mit dezenten Hammerschlägen im kälteren Zustand (natürlich nur bei Schmiedeeisen, niemals bei Stahl!).

Abb. 7: Keilförmiger Abschrot aus einem alten Hammer - Winkelgesenk
- Biegegesenke für verschiedene Radien
Zum Herstellen von stets gleich geformten Rundungen z.B. bei Ösen wird das Ende des weichen Eisens mit der Zange an einem Stück Rundeisen oder einem Rohr mit dem gewünschten Durchmesser festgehalten und um die Form herumgebogen. Kurz vor dem Auskühlen auf der Bahn des Amboss ausrichten. Das finale Ausrichten der gesamten Form gelingt auch noch mit dezenten Hammerschlägen im kalten Zustand (natürlich nur bei Schmiedeeisen, niemals bei Stahl!).
Der untere Teil eines Gesenks besteht immer aus einem quadratischen Kegelstumpf der in das quadratische Loch in der Ambossbahn passt. Die Abmaße sind der Ambossgröße angepasst. Bei meinem kleinen Amboss ist die Kantenlänge 16 mm, beim großen Amboss 20 mm. Kauft man Eisen in entsprechenden Querschnitten, muss man den Konus vor dem Anschweißen des Haltestutzens noch anschmieden. Abb. 7 zeigt verschiedene Möglichkeiten eine Anpassung an die Ambossöffnung vorzunehmen. Ein alter Mauererhammer wurde durch Bearbeiten der Bahnseite zu einem Konus in einen Abschrot verwandelt, der sowohl als Gesenk als auch händisch geführt verwendbar ist. Das Gesenk gleich rechts daneben dient dazu Material in einen rechten Winkel zu biegen. Für eine exakte Formgebung kann ein Stück Vierkannt als oberes Gesenk verwendet werden.
Die beiden rechten Gesenke (für den kleinen Amboss) dienen dem Herstellen von normierten Ösen und dem Formen von Schnecken.
Ein besonderes Gesenk ist der Abschrot. Von Hand geführt oder im Amboss eingesetzt dient er dem Ablängen von Eisenstangen oder auch dem Aufteilen einer Fahne in mehrere Partien.
Abb. 8: Ein Abschrot dient zum Abtrennen oder Aufteilen von
Material
Natürlich verwende ich auch Werkzeuge wie Flex und Schweißgerät, diverse Feilen und hin und wieder eine Drehbank. Bevor ich zur Vorstellung meiner Gartenobjekte komme, stelle ich noch die zur Herstellung nötigen Techniken vor, damit ich mich später einfach darauf beziehen kann.
Eines noch voraus:
Beim Schmieden wird kein Material abgetragen wie beim Schleifen oder
hinzugefügt wie beim Schweißen sondern es wird stets nur Material
verschoben und verformt. Grundlage ist immer das ausreichende Aufheizen
des Rohlings auf wenigstens ca. 800°C bis 950°C. Diese Temperaturen
sind ohne weiteres mit Holzkohle und der oben beschriebenen Esse zu
erreichen. Für höhere Temperaturen wird Schmiedekohle empfohlen (gute
Schmiedekohle ist nur noch selten zu haben und schweineteuer, was sonst
angeboten wird hat einen hohen Gasanteil und stinkt beim Abbrennen
erbärmlich.
Das Stauchen dient zur Verdickung des Materials an vorbestimmten Stellen. Es ist dann anzuwenden, wenn an einer Stelle mehr Material nötig ist wie anderswo in der gleichen Stange. Anwendungsfälle sind z.B. das Schmieden einer Pfeilspitze, Lilie oder der Abschluss einer Türangel, von zahllosen Ziergittern mal ganz abgesehen. Die Tüllen von Pfeilspitzen entstehen auf diese Weise. Nach dem Erhitzen der gewünschten Stelle wird der relativ kurze Stab mit der Zange oder von Hand auf den Amboss gestellt und in Längsrichtung des Stabs mit der Bahn des Hammers bearbeitet bis sich die gewünschte Verdickung einstellt. Verbiegungen müssen rechtzeitig gerichtet werden. Lange Stäbe werden besser durch zielnahes Einspannen der erhitzten Stelle im Schraubstock durch Schläge mit dem Hammer gestaucht.
Strecken kann man in Längs- oder in Querrichtung. Es geschieht in jedem Fall zuerst mit der Finne des Hammers. Zum Strecken in Längsrichtung schlägt der Hammer mit der Finne senkrecht zur Stange. Nach dem ersten Gang wird das Werkstück um 90° um die Achse gedreht und erneut mit der Finne bearbeitet. Nach Möglichkeit erfolgen beide Arbeitsgänge in einer Erhitzungsphase um das Eisen zu schonen. Ist das Eisen aber bereits zu kalt geworden, bringt gewaltsames Hämmern nichts mehr. Es besteht dann die Gefahr, dass auch Schmiedeeisen reißt oder an dünnen Enden ausfasert. Dann lieber noch einmal kurz erhitzen.
Zum Formen einer Spitze beginnt man stets mit leichteren Schlägen etwas vom Ende des Stabes entfernt und arbeitet, die Wucht der Schläge verstärkend auf das Stabende zu. Die Hiebe erfolgen in gleichmäßigem Abstand. Das Bearbeiten mit der Finne hinterlässt eine wellige Oberfläche. Strecken in Querrichtung weitet ein Stangenprofil zu einem Blech auf. Grundsätzlich wird auch hier zunächst mit der Finne mehr oder weniger parallel zur Stabachse in die Breite getrieben. Dadurch entsteht die gewünschte Grundform aber auch wieder eine Struktur in der Oberfläche des Schmiedeguts.
Geschlichtet wird mit der Bahn des Hammers. Jetzt ist es wichtig, dass die Bahn des Hammers gerundet ist, damit sie keine harten Kerben im Werkstück hinterlässt. Das Schlichten kann sich sowohl auf das Runden eines Kantprofils wie auch auf das Ebnen einer Oberfläche beziehen. Beispiele sind etwa die Angel eines Torscharniers oder das Egalisieren einer Messerklinge, aber auch das Runden der Spitze eines Pflanzstabs.
Getrennt wird mit Hilfe eines Abschrots. Das ist ein Gesenk mit einer meißelförmigen Schneide, an der Stangen abgelängt oder Bleche aufgesplittet werden können (siehe oben). 5. Biegen Biegen kann man im heißen oder kalten Zustand. Stahl kann grundsätzlich nur im Heißen Zustand gebogen werden, weil er im kalten Zustand bricht. Auch dünne ausgeschmiedete Stäbe brechen gern, wenn man versucht sie im kalten Zustand zu biegen. Schmiedeeisen lässt sich im kalten Zustand (bei Zimmertemperatur) biegen, wenn die Biegeradien nicht zu klein sind. Dazu sind Gesenke der nachfolgend abgebildeten Art hilfreich. Native Stäbe (rund oder quadratisch) lassen sich auch an einer Mulde (Amboss) durch dezente Hammerschläge mit breiter Finne (2kg-Hammer) runden. Die entstehenden Radien variieren im dm-Bereich. Engere Radien lassen sich durch entsprechende Matern realisieren, falls nötig im heißen Zustand. Durch das direkte Biegen um die Grundform lassen sich leicht mehrere einheitlich gebogene Teile herstellen.
Biegen kann man im heißen oder kalten Zustand. Stahl kann grundsätzlich nur im Heißen Zustand gebogen werden, weil er im kalten Zustand bricht. Auch dünne ausgeschmiedete Stäbe brechen gern, wenn man versucht sie im kalten Zustand zu biegen. Schmiedeeisen lässt sich im kalten Zustand (bei Zimmertemperatur) biegen, wenn die Biegeradien nicht zu klein sind. Dazu sind Gesenke der nachfolgend abgebildeten Art hilfreich. Native Stäbe (rund oder quadratisch) lassen sich auch an einer Mulde (Amboss) durch dezente Hammerschläge mit breiter Finne (2kg-Hammer) runden. Die entstehenden Radien variieren im dm-Bereich. Engere Radien lassen sich durch entsprechende Matern realisieren, falls nötig im heißen Zustand. Durch das direkte Biegen um die Grundform lassen sich leicht mehrere einheitlich gebogene Teile herstellen.
Abb. 9: Gesenke als Biegehilfen
Hiermit ist nicht das Abdrehen eines Materials an einer Drehbank gemeint sondern das Rotieren eines Stabes oder einer entsprechenden Anordnung um die (gemeinsame) Achse. Es entsteht dabei ein gewisser Flechteffekt. Dünne Materialien (bis 12mm) kann man im kalten Zustand tordieren. Man erhält dadurch recht gleichmäßige Ergebnisse (gleiche Steigung). Dickere Rohlinge kann man leichter verdrehen, wenn man sie vorher im Schmiedefeuer erhitzt. Allerdings fällt das Ergebnis ungleichmäßig aus, wenn der Rohling nicht gleichmäßig erhitzt wurde. Gleiches gilt natürlich auch für erhitzte, dünne Rohlinge.
Wird das Element aus mehreren Stücken zusammengesetzt, dann ist es eine gute Idee, vor dem Verdrehen die beiden Enden satt zu verschweißen. Es kann sich dann kein Teil verschieben und es gibt ein gleichmäßigeres Aussehen. Nach dem Tordieren werden die Schweißstellen gekappt.





Abb. 10: von links nach rechts: Vollstab
verzinkt, 2x6mm rund, 2x6mm Vierkant, 12x4mm Band, Vollstab heiß
verdreht
Das Ausdünnen ist eine Kombination aus Strecken und Schlichten eines Rund- oder Vierkantstabs. Das Verfahren dient z.B. der Verjüngung eines 8mm-Rundstabs auf ca. 3mm Durchmesser an den Enden. Der Zweck des Verfahrens ist neben der rein optischen Verlaufsform gegen das dünnere Ende das Ausformen einer Hakenöse. Als Nebeneffekt ergibt sich eine Verlängerung des ausgedünnten Teils der Stange auf ca. 150% bis 180%. (Ausgangswerte: 100mm eines 8mm Rundprofils werden auf ein 2,5mm - 3mm - Profil reduziert; Folge aus 100mm werden ca. 170mm Materiallänge).

Abb. 11: Fibeln, Gabeln, Messer, Feuerstähle
Links im Foto
Material: Rundstab oder Vierkant bis 6 mm
Herstellung:
Länge ermitteln: Länge = (Innendurchmesser + Materialdicke) x 3,14
Stabenden ausdünnen und zu Schnecken aufrollen - Eine Rundzange ist
dazu gut geeignet. Evtl. kalt verdrehen.
Noch einmal erhitzen mit zwei Zangen an den Schnecken fassen und um ein
Rohr mit dem gewünschten Innendurchmesser herum biegen
Für die Nadel das Ende eines Rundstabs ausdünnen - gewünschtes
Stück abtrennen (abschroten, sägen, flexen)
Dieses Ende so weit abflachen, dass es sich um den Körper der Fibel
formen lässt. Dabei darauf achten, dass das flache Stück stets auf der
Breite des Stabdurchmessers gehalten wird. Dadurch tritt nur eine
Verlängerung der Nadel ein. Das flache Ende erneut erhitzen und um
einen Dorn biegen, der etwas dicker ist wie die Fibel. Dann wieder
etwas aufbiegen, über die Fibel stecken und wieder zubiegen.
Die linke Gabel besteht aus einem Stück Schweißdraht. Die beiden Enden wurden zunächst ausgedünnt. Mitte des Stabs erhitzen und um ein dünnes Rohr herum biegen. Die beiden Hälften immer wieder erhitzen und gegenseitig verdrehen. Zum Schluss die Gabel biegen
Die rechte Gabel wurde aus einem Ring, dem Zopf aus zwei verdrehten Rundstäben und dem U für die Zinken zusammengeschweißt. Das Teil für die Zinken an den Enden ausdünnen und anschließend mit zwei Zangen um ein Rohr biegen.
Das Material für die Messerschneide und den Griffrücken ist Silberstahl, ein vergüteter Stahl mit 1,2 % Kohlenstoffanteil. Das ist wichtig, weil nur Stähle mit mindestens 0,4% C härtbar sind. Dazwischen befindet sich eine Schicht normales Eisen.
Zusammenschweißen (elektrisch) der drei Teile. Herausschmieden des Griffs durch Ausdünnen und abschließendes Biegen Herausschmieden der Klinge durch ständiges abwechselndes Strecken in die Breite und Kontrollieren / Korrigieren der Form. Ist die Grundform hergestellt, wird die Oberfläche mit der Hammerbahn geglättet.
Achtung: Silberstahl niemals bei zu niedrigen Temperaturen hämmern sonst bricht er.
1. Phase:
Normalisieren
Das gesamte Messer, Klinge und Griff, müssen auf ca. 850 bis 900°C
gebracht werden und danach möglichst langsam auskühlen. Dadurch lösen
sich Spannungen im Material, die durch das Schmieden entstanden sind.
2. Phase:
Abschrecken
Das Messer wird erneut komplett auf ca. 850°C gebracht. Dann zu
erst den Griff, dann sofort die Schneide in Wasser oder Öl abschrecken.
Anschließend die ganze Klinge ins Bad tauchen und fortlaufend in
Richtung der Klinge bewegen. Die Schneide und der Griff sind jetzt hart
wie Glas und sehr spröde und für den Gebrauch nicht geeignet.
3. Phase:
Anlassen
Der verwendete Silberstahl kann nach Datenblatt eine maximale Härte von
64HRC haben. Beim nachträglichen Erhitzen im Backrohr auf ca. 230°C für
ca. 1 Stunde und nachfolgendes langsames Abkühlen erhalten die
Stahlteile des Messers eine Härte von ca. 59-60HRC. Diesen Vorgang kann
man zur Sicherheit 2 bis 3 mal wiederholen.
Zum Abschluss wird die Klinge geschliffen. Aber Vorsicht die Klinge darf beim Schleifen keine hohen Temperaturen mehr abbekommen, sonst war die Härtung für die Katz. Da der Griff auch aus Stahl ist und gehärtet wurde ist er zusammen mit einem Feuerstein (Silex) zum Feuer schlagen geeignet.
Die Feuerstähle ganz rechts im Bild sind auch aus Silberstahl. Ersatzweise kann man auch alte Feilen dazu verwenden. Es muss ein härtbares Material sein, also Stahl mit 0,4% C aufwärts. Mit alten Feilen (vom Flohmarkt) aus Carbonstahl hat man in der Regel ein gutes Ausgangsmaterial. Neue Feilen und Werkzeugteile sind meist aus vergütetem (legiertem) Stahl, der wenig Kohlenstoff enthält.
Ein Rundstab wird abgeflacht und die Enden ausgedünnt. Das flache Stück wird sanft gerundet, die Enden werden zunächst zu Schnecken gerollt. Die endgültige Form erhält der Feuerstahl durch Biegen am Ambosshorn oder um ein Rohr herum. Dazu erhitzt man das Werkstück etwa ein Viertel seiner Länge vom Ende entfernt, fasst mit Zangen die Mitte und die Schnecke und biegt um ein Rohr mit gewünschtem Durchmesser. Vorgang für das andere Ende wiederholen. Ausrichten in eine Ebene nicht vergessen. Die entstandene Öffnung sollte die vier Finger der schlagenden Hand aufnehmen können und der Griff mit den Schnecken sollte die Fingerrücken so weit von der Schlagkante entfernt halten, dass diese nicht versehentlich Kontakt mit dem scharfen Feuerstein bekommen können.
Wie bei den Klingen gilt: Stahl niemals kalt schmieden!
Abschließend wird gehärtet. Hier gilt, je härter desto besser. das Anlassen entfällt daher ganz.
Wird der Stahl gleitend an der Kante eines Feuersteins vorbeigeführt, dann reißt der Stein aus dem Stahl kleine Partikel heraus, die durch die Energie des Schlags stark erhitzt werden und mit dem Luftsauerstoff reagieren. Als glühende Funken fliegen sie davon und können Zundermaterial (getrockneter Rohrkolben, Distelsamen, verkohltes Leinen oder Zunderschwamm) zum Glimmen bringen. Bis ins 19. Jahrhundert war dies die gängige Art Feuer zu machen. Erst um 1850 herum wurden die noch heute üblichen Sicherheitsstreichhölzer erfunden. Böttcher, der Erfinder, verkaufte sein Patent an die schwedische Zündholzindustrie. Daher heißen Streichhölzer auch Schwedenhölzer.
Für eine Pfeilspitze wird ein Stück Rundstab (10-12mm) zuerst an einem Ende gestaucht, um dort mehr Material zu sammeln. Dieses Ende wird fächerförmig zu einem dünnen Blech gestreckt. Erneut erhitzen und zu einem Kegel aufrollen (auf dem Amboss vorformen und dann am Kegeldorn (Gesenk) fertig stellen). Der Schaftkegel sollte etwas überlappen. Das andere Ende wird zum Schluss noch zu einer vierkantigen, nicht zu langen Spitze geformt.
Pfeilspitzen gibt es in vielfältigen Formen. Die Herstellungstechnik ist daher ebenso vielfältig. Hier werde ich das Skript vielleicht mal irgendwann ergänzen.

Abb. 12: Pfeilspitze mit gerolltem Schaft
Pflanzstäbe fertige ich aus 10 oder 12mm Rund- oder Vierkantmaterial. 8mm starkes Material ist für lange Stäbe nicht geeignet, weil sie sich bei einer Länge von 100 bis 120 cm zu leicht verbiegen oder freistehend im Wind schwingen. Zur Verzierung kann man verdrehte Vierkantabschnitte mit runden Basisstäben kombinieren. In solchen Fällen verwende ich als oberen Teil dann auch hin und wieder ein Stück 8mm-Rundstab. Das Zierelement lässt sich aber auch aus zwei parallelen 6mm-Stäben - rund oder Vierkant - herstellen. Die beiden Stäbe werden an den Enden verschweißt und dann kalt verdreht. Auch ein 12x4mm Bandeisen kann kalt verdreht als Zierelement wirken. Eine weitere Variante erhält man, wenn man vor dem Verdrehen die Mittelpartie leicht in die Breite streckt.
Einfache oder doppelseitige Schnecken wirken als "Blätter" und stellen gleichzeitig Haken dar, wo man Sachen anhängen kann. Für eine Schnecke wird in der Regel ein schmales Bandeisen (12x4) am Ende mit der Finne des Hammers in die Breite gestreckt. Breiteres Material kann an den Stabdurchmesser angepasst werden, indem man in der Mitte 90° zur Achse staucht und danach erst die Enden aufweitet.
In einem zweiten Arbeitsgang wird das Ende stark gerollt (z. B. um ein Rundprofil) und dann am Rohrgesenk mit immer größer werdendem Krümmungsradius fertig gebogen. Schneller geht das Einrollen, wenn man das Ende mit dem Hammer um einen Dorn vorrundet und dann - das gebogene Ende nach oben - auf der Ambossbahn mit dem Hammer in Längsrichtung dagegen schlägt. Die Position wo der Hammer trifft, entscheidet über den Grad der Rundung.
Nach dem Anschweißen am Pflanzstab wird die Ansatzstelle erhitzt und zu einem sanften Verlauf ausgeschmiedet.

Abb. 13: Doppelte Schnecke aus Bandeisen 16x3mm
Das Kopfteil des Stabs kann mit zugekauften oder selbst hergestellten Zierelementen abgeschlossen werden. Hierzu setze ich auch gerne Steine ein.


Abb. 14: Zugekaufte Lilie, Würfel aus einem 20mm Vierkanntstab
geschnitten

Abb.15: Laternenstab mit Knospen aus Kieselsteinen
Die Verdrehung dieses Lampenstabs ist entstanden indem das Rundmaterial an dieser Stelle zunächst zu einem Vierkant geschmiedet wurde. Nach einem weiteren Erhitzen wurde heiß verdreht. Man erkennt das an der unregelmäßigen Struktur der Windungen. Für die Blütenknospen wurde das Ende des jeweiligen Rundstabs (10mm und 8mm) vor dem Ende durch seitliches Strecken verbreitert. Wiederholtes Bearbeiten der Mitte des entstehenden Ovals und leichtes Einrollen der Randpartien ließen die eine Hälfte der Knospe entstehen. Das Ende des Stabs wurde ausgedünnt und zu einer Schnecke aufgerollt (Rundzange). Ähnlich wurde auch die zweite Hälfte hergestellt. Zusätzlich wurde hier aber auch der Stielansatz leicht abgeflacht und in einem Gesenk mit Halbzylinder so gerundet, dass dieser Teil um den Rundstab der tragenden Halbknospe passte. Nach dem Verschweißen der beiden Teile wurde nachgeschmiedet und verschliffen. Die Steine wurden nach dem Lackieren hinzugefügt und die Granen der Knospen leicht zugebogen, damit der Stein Halt bekam.
Wenn man mehrere Pflanzstäbe durch senkrecht dazu angeordnete Bandeisen oder gleichartige Stäbe verbindet erhält man Pflanzgitter. Besser sieht es aus, wenn die Querstreben auch durch breitgetriebene und leicht (um 90°) aufgerollte Enden verziert sind. Solche Elemente lassen sich einzeln oder paarweise einsetzen.

Abb. 18a: einfaches Pflanzgitter
Bei diesem Pflanzgitter trägt der Mittelstab eine selbstgeschmiedete Lilie. Deren Entstehung skizziert folgende Abbildung.
Abb. 17: Werdegang einer Lilie
Die Kugel unter der Lilie ist ebenfalls selbst geschmiedet. Als Rohling diente ein 30mm hohes Stück eines 30mm runden Vollprofils. Als Halterung wurde ein 6mm Rundstab mittig auf eine Querschnittsfläche des Rohlings geschweißt. Anschließend wurde auf ca. 1000°C erhitzt. Schräges Aufsetzen an der Ambosskante und kräftige Hiebe mit dem 2kg-Hammer brachten den Zylinder mit jeweils kleinen Drehungen um die Längsachse des gesamten Systems nach und nach in Kugelform. Sanfter werdende Schläge sorgten für eine immer gleichmäßigere Oberfläche, die jedoch nicht völlig geglättet wurde, damit man erkennen kann, dass sie von Hand geschmiedet wurde.

Abb. 18b: großes Pflanzgitter mit beweglichen Seitenteilen
Meine Mobiles sind modifizierte Pflanzstäbe und werden von Grund auf auch ähnlich wie diese hergestellt. Es gibt allerdings einen wesentlichen Unterschied. Der obere Teil des Stabes, egal ob aus einem Stück oder zusammengesetzt, wird zu einer exakten Spitze ausgedünnt. Das geschieht auf etwa 10 bis 12 cm vom ursprünglichen Stabende wodurch sich die Gesamtlänge um ca. 7 bis 15cm vergrößert. Die Verlängerung hängt auch stark vom Durchmesser des Materials ab. Die Qualität der Spitze ist ganz entscheidend für die spätere Funktion des Objekts. Im Besonderen ist darauf zu achten, dass die Spitze nicht im kalten Zustand geschmiedet wird und dass sich das Eisen nicht faltet, also keine Lamellen bildet. Stellt man fest, dass die Spitze aus zwei oder mehreren durch Oxide getrennten Schichten besteht, muss abgeschrotet und mit der Ausdünnung erneut begonnen werden. Zum Abschluss der Herstellung des Trägerstabs wird nach Sichtprüfung durch leichte Schläge dafür gesorgt, dass Stab, Mittelteil und Spitze möglichst geradlinig koaxial verlaufen.
Die Stabilität der Mobiles wird erreicht, indem man den Schwerpunkt der Schwebestäbe unter den Auflagepunkt verlegt. Dies gelingt durch das Biegen der Schwebestäbe in Kreis- oder Ellipsenform. Als Gegenstück zur Spitze des Trägerstabs bekommt der Schwebestab an seinem Auflagerpunkt eine 3mm-Bohrung, die mit dem Körner aufgeweitet wird. Gleichzeitig erhält der Stab dadurch eine genau definierte Lagermulde in welcher die Spitze des Trägers sitzt. Bisher hat es noch kein Sturm geschafft, den Schwebestab vom Träger herunter zu pusten.
Die Enden eines Schwebestabs sind ebenfalls ausgedünnt, allerdings nur bis ca. 3mm. Diese Enden werden abschließend mit der Flachzange um einen 8mm Rundstab gebogen und auf dem Amboss durch leichte Schläge mit dem kleinen Hammer mittig ausgerichtet.
Im folgenden Arbeitsschritt wird der Schwebestab gebogen. Das erfolgt, wie oben beschrieben am Amboss oder mittels Gesenk im kalten Zustand.
Die Ösen dienen zum Anhängen von Lasten. Das können diese ganz leichten Gartenkugeln aus Edelstahl sein oder auch schöne Steine, die man am Ufer von Flüssen finden kann (man kriegt sie auch im Baufachhandel). Wichtig ist nur, dass die Lasten annähernd gleiche Masse haben, denn so ein Mobile stellt eigentlich nur eine (recht unempfindliche) Balkenwaage dar. Ein Massenunterschied von etwa 1 bis 2% wirkt sich daher nicht großartig negativ aus.
Grundsätzlich erreicht man mehr Stabilität, wenn die Bögen weit nach unten reichen und schwere Lasten angehängt werden. Letzteres geht freilich auf Kosten der Lagerspitze, die man aber beliebig nachschleifen kann.

Abb. 19: Das erste Mobile
Der Aufhängepunkt des kleinen Bogens wurde durch Ausprobieren ermittelt und an dieser Stelle eine Öse angeschweißt. Der kleine Bogen mitsamt Steinen wurde durch einen 8er-Haken an den großen Bogen gehängt. Nun konnte der Auflagerpunkt des großen Bogens ermittelt werden. Die Stelle wurde mit einem Körner vertieft. Die ganze Kreation dreht sich leicht im Wind ist jedoch so stabil, dass auch starke Stürme den Bogen nicht von der Spitze wehen.
Als Korrosionsschutz ist das Objekt mit einer dreifachen Lackschicht überzogen, das sieht wesentlich edler aus als fortschreitender Rost.

Abb. 20: Mobile "Formen"
Beim Objekt "Formen" wurde der kleine Bogen durch ein Blechdreieck ersetzt. Die beiden kleinen Steine habe ich genau ausgewogen, damit die Form gerade hängt. Auch das Gewicht der Kreisscheibe mit Stein wurde exakt eingestellt. Damit liegt der Auflagerpunkt mittig im Bogen. Natürlich geht das nur dann, wenn auch das Ausdünnen der Stabenden gleichmäßig erfolgt ist. Bei kleinen Steinen wirkt sich eine Massendifferenz von beispielsweise 30g logischerweise viel stärker aus wie bei Steinen um die 500g.
Aus neuerer Fertigung stammen die folgenden Arbeiten.


Abb. 21: "Asteroid1" und "Asteroid2"


Abb. 22: "Galaxy1" und "Galaxy2"
Die Schmiedetechnik ist dieselbe wie bereits oben beschrieben, Gleiches betrifft die Funktionsprinzipien. Zierelemente wie Schnecken und verdrehte Teile wurden bei den Pflanzstäben bereits beschrieben. Natürlich kann man, wie es bei Mobiles üblich ist, auch mehrere frei bewegliche Bögen kombinieren. Anders als bei herkömmlichen Mobiles geht das hier mit konzentrisch gelagerten Bögen. Der innere Bogen bekommt zu diesem Zweck einfach eine weitere Spitze verpasst, die den äußeren Bogen trägt. Um die Stabilität des ganzen Objekts nicht zu stören muss die Spitze für den oberen Bogen exakt dort am unteren Bogen aufgeschweißt werden, wo unmittelbar darunter dessen eigener Auflagerpunkt ist. Die Spitze habe ich aus einem 5mm-Schweißstab hergestellt, weil das Material härter ist wie Schmiedeeisen.
Abb.23: Auflage für einen zweiten Bogen
Als neue formgebende Objekte wurden Gartenkugeln aus Edelstahl verwendet, wie man sie in Baumärkten erwerben kann. Diese Kugeln sind zwar sehr leicht, was bei dem Zentralkörper überhaupt keine Rolle spielt. Die ausladende Form der Bögen reicht zum Tieferlegen des Schwerpunkts leicht aus, sodass zusätzliche Massen in Form von Steinen nicht erforderlich sind.
Als besonderen Hingucker für laue Sommerabende habe ich das Mobile "Luciphoros" (Lichtträger) kreiert. Der einfache Bogen kann auf beliebige Trägerstäbe gesetzt werden und hat an seinen Enden jeweils einen Ring von ca. 5 cm Durchmesser in den die Vorratsdose einer Ölfackel passt. Auch diese Fackeln (mit Bambusstiel ca. 50 cm) kann man im Baumarkt für wenig Geld bekommen.

Abb. 23: "Luciphoros"


Abb. 24: Das allererste Mobile und das einzige Rostobjekt in
meiner Sammlung - "Sindbads Auge"
Das stilisierte Schiff ist drehbar auf einer Spizte gelagert. Als "Motor" tut das Segel gute Dienste und rotiert den Auflieger schon bei leichtem Windhauch. Das Lager ist hier eine Kugel, die in einer Schale ruht. Der Glasdiamant zaubert phantastische Lichtreflexe ins Wohnzimmer.


Abb 25: Glasarbeiten meiner Frau gefasst in Schmiedeeisen

Abb. 26: Feuerschale für kühlere Spätsommerabende - 70cm, verzinkt

Abb. 27 Kugelhalter

Abb. 28 Fackelkugel
Abb. 29 Laterne mit Glaspanelen nn

Abb. 30 Stützgitter für hohe Pflanzen
Abb. 31 Klettergerüst mit Kugel nn
Verschiedene Pflanzstäbe und ein
"Kronleuchter" für draußen
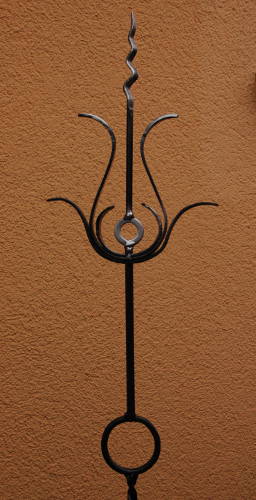
Abb.32 Pflanzstab Modell Tulpe


Abb. 33 Modell Tulpe 2

Abb. 34 Pflanzstäbe Hufeisen und Tulpe1

Abb. 35 Pflanzstab Hufeisen mit Glas-Kristall (Detail)

Abb. 36 Stab Hufeisen
Detail -
Der Glaskristall hat eine Edelstahlfassung

Abb. 37 Kronleuchter mit Glaskristall und 6 Ikeagläsern als Teelichtschalen - V2A und ST35
Der Trägerbogen ist ST35 lackiert, der Rest des Oberteils ist V2A.
Der Leuchter ist drehbar durch das V2A-Rohr, das den Bogen trägt und
selbst
unter dem abschraubbaren Halter für den Kristall auf einem St35
Stützstab ruht.

Abb. 38 Pflanzstab Celtic - Oberteil Edelstahl und
Glasnuggets plus Glasdiamant
Ab der Schnecke St35

Abb. 39 Modell Pfingstrose
- ST35 mit Glasmurmel
Halterung V2A Lochscheibe mit einer adaptierten V2A - Schraube
als Widerlager von oben
Als Werkzeuge wurden hergestellt :
eine Biegevorrichtung für den Schraubstock zum Herstellen der gewellten Spitzen
Dazu wird ein 6 bis 8mm Material auf eine Länge von
mindestens 11 cm abgeflacht und konisch zugespitzt. Das erfordert in
der Regel zwei- bis dreimaliges Erhitzen. Nachdem das Werkstück
abschließend ein weiteres mal heiß gemacht wurde, wird es zwischen die
speziellen Formbacken des Schraubstocks gehalten und dieser möglichst
schnell zugedreht. Fußansatz und Spitze noch etwas ausrichten - gut is.
Die Rundstäbe in den Formbacken sind so gewählt und platziert, dass zur Spitze des Werkstücks hin die Biegungen sanfter werden und Werkstücke mit einer Dicke von ca. 4mm bearbeitet werden können.

Abb. 40 Formbacken für gewellte Spitzen
und zwei Windeisen zum (kalten) Verdrillen von Vierkantstäben.

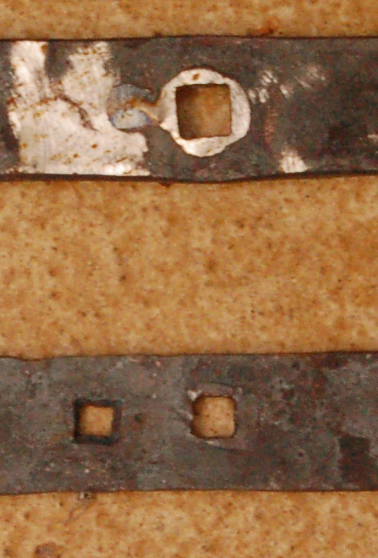
Abb. 41 Windeisen

Abb. 42 Lochhammer und Lochplatte
Die Ergebnisse der Schmiedesession 2014 -
hielten sich in engen Grenzen, weil sich eine Baustelle in der nördlichen Oberpfalz auftat, von der noch zu berichten sein wird. also 2014 - nada!
Die Ergebnisse der Schmiedesession 2015 -
waren weitgehend geprägt von den Erfordernissen auf der Baustelle "nördliche Oberpfalz". Die gaben eine Dreiteilung des Jahreseinsatzes vor.
Herstellung und setzen von Haken (Schraubkloben) für Fensterläden
Dieser Job war weniger eine Arbeit zum Thema Schmieden und ist daher auch in die Abteilung Helferlein ausgelagert.
Nachdem die alte Hintertür zur Garage vermodert war, wurde es Zeit eine neue Tür zu zimmern und mit ansprechenden Beschlägen zu versehen. Der erste Schritt dahin waren die Türbänder , die aus Bandeisen 50x8 hergestellt wurden. Zum Anpassen der Angel an den Drehbolzen wurde ein Gesenk mit dem Durchmesser des Drehbolzens hergestellt. Die vierkantlöcher für die Fassung der Schlossschrauben wurden mit dem quadratischen Lochhammer in die Bänder eingezogen.

Abb. 43: Türbänder aus 8x50 Bandeisen - die Abbildung wurde aus
Ausschnitten zusammengebaut
Die Ösen sind geschmiedet, als Regenschutz wurde von oben eine Hutmutter aufgeschweißt.

Abb. 44: Tür mit Bändern und Beschlag

Abb. 45: Türklinke und Beschlag in Rohform
Zur Herstellung der Klinke aus einem 20er Vierkant Vollmaterial gibt es leider keine detaillierten Fotos, die den Werdegang darstellen. An den Handgriff wurde nach dem Schmieden ein 8mm-4-Kant angeschweißt. Ein kurzes Rohrstück wurde so abgedreht, dass es in die handelsüblichen KS-Muffen passt und dann über dem 4-Kant am Handgriff angeschweißt. Der Beschlag wurde aus einem 8x50mm Bandeisen gefertigt. Nach der traditionellen Methode wurden die Enden des Werkstücke mittels Abschrot geteilt und nach Hochbiegen des Mittelteils zunächst die seitlichen Hörner ausgeschmiedet. Danach wurde das Mittelteil zurück gebogen und fächerförmig aufgeweitet.



Abb. 46: Herstellung des Beschlags
Die Abmessungen eines DIN-Schlosses gaben die Position und Form der Bohrungen für die Klinke und den Schließzylinder vor. Die Befestigungslöcher wurden vorgebohrt und dann mit dem Lochhammer im glühenden Eisen in Form gebracht. Die Aussparungen für Zylinder und Klinke wurden auch stufenweise aufgebohrt und mit der Feile versäubert.

Abb. 47: Anpassung der Bohungen, Lochungen

Abb. 48: Der gesamte Beschlag
Damit keiner aus dem Fenster im Dachzimmer fällt, musste ein Gitter in der Fensterlaibung montiert werden. Vorgabe war, dass das Layout zu dem des Balkongitters passen sollte. Nach aktuellen Vorgaben musste allerdings die Maschenweite der Vorrichtung gravierend angepasst werden - es soll schließlich auch kein Kinderkopf durch die Gitterstäbe passen.

Abb. 49: Fenstergitter in der Form

Abb. 50: So wird's fertig von außen aussehen - wird aber noch verzinkt
Auch für den Garten gab es zwei neue Objekte.


Abb.
51: Stele mit Glas


Abb. 52: Glas und Edelstahl - Sonne, Mond und Erde

Abb.
53: Die Schmiedeecke hat inzwischen ihr Outfit verändert

Abb. 54: Aus diesen Teilen wird ein Wandleuchter mit Windschutz für
große Teelichte entstehen
Vorgefertigte Teile für einen Wandleuchter für große Teelichte von links:
Abgesägte Weinflasche - wie man das macht? Manche ritzen die Sollbruchstelle mit dem Glasschneider an, erhitzen diese Stelle mit einer mit Petroleum getränkten Baumwollschnur und schrecken dann in einem Eimer mit kaltem Wasser durch eintauchen ab. Wenn's funktioniert, gibt das schöne Kanten. Leider gab es meistens Risse oder keinen geraden Verlauf der Bruchstelle, weil Glasstärke und Spannungen in der Flasche nicht überall gleich sind. Ich zeichne mit wasserfestem Stift vor und schneide dann mit einer auf den Kopf gestellten kleinen Tauchkreissäge mit Diamantblatt in mehreren Gängen sachte den Boden weg. Beschreibung der einzelnen Arbeitsgänge gibts weiter unten.
Karosseriescheibe M16 - Da drauf ruht später das Teelicht
12mm-4-Kantstab, gedreht, verjüngt und oben geschlitzt und 25mm aufgeweitet- Wird auf die Karosseriescheibe geschweißt und dient als Heber für den Teelichtteller

Abb. 55: Kerzenteller mit Heber nach dem Lackieren (steht auf dem Kopf)
14mm Rundstab 50mm lang - Abstandshalter zum Wandblech - vom hinteren Ende her muss ein 4,9mm Sackloch eingebracht werden. Das geschieht am besten auf der Drehbank. Danach wird hier in Folge ein 6mm Gewinde eingedreht.
Zwei 8mm Vierkantstäbe 25cm lang - die unteren 10cm werden durch Strecken und Runden um 12 cm verlängert. Die oberen 9cm werden über die Kante um 90° zunächst nach außen gebogen, sodass die Arme gegeneinander auch etwa einen 90 °-Winkel bilden. Wie das gemeint ist sieht man am fertigen Produkt besser. Die Enden der gebogenen Oberteile werden schließlich wieder gegen die jetzt waagrechte Kante abgeflacht und nach außen getrieben. Nach dem Klammern und rückwärtigen Verschweißen von Klammern und 4-Kantstäben im mittleren ca. 5,5 cm langen geraden Bereich werden die ausgeschmiedeten Verlängerungen um Rohre mit abnehmendem Durchmesser geflochten (siehe Abb. 56). Bei jedem Kreuzungspunkt wird von oben nach unten gewechselt. Nach abschließendem Ausrichten der entstandenen Ösen noch mal erhitzen und an den Kreuzungspunkten egalisieren.

Abb. 56: Glasträger roh
Zwei Klammern aus Bandeisen 16x2mm , je 5,3cm lang werden erhitzt und im Setzstöckl mittels Formeisen hergestellt.


Abb. 57a und b: Das Klammergesenk wird im Schraubstock eingeklemmt.
Die Backen des Gesenks haben für die Verbindung von zwei 8mm-Stangen einen Abstand von ca. 17mm plus zwei mal Materialstärke der Klammer. Das Formeisen hat die Maße 16x8mm. Das glühende Stück Bandeisen für die Klammer wird quer und möglichst mittig über die Mulde gelegt, das Formeisen darüber. Ein schwerer Hammer (Finne) treibt das Formeisen mit ein, zwei Schlägen in die Mulde und stellt die U-Form der Klammer her.
Die drei Flaschenhalter aus Bandeisen 12x3mm werden in der Formmulde aus Buchenholz vorgeformt und abschließend am oberen Ende leicht aufgefächert und um ca. 90° nach außen gerundet,
Ein Rundeisen von 8mm und 20,5cm Länge ergibt den Ring zur Aufnahme des Flaschenhalses. Im erhitzten Zustand wird ein langer Stab (damit man ihn besser halten und führen kann) um ein Rohrstück mit dem Durchmesser 6cm gebogen, dann abgeschrotet, gerichtet und zugeschweißt.
Die Trägerplatte für die Wandmontage ist in der Abb. 54 nicht dargestellt. Die Abmessungen der Platte aus 3mm Eisenblech ist in der Maßskizze in Abb. 58a und 58b zu sehen. Ausgeschnitten wird das Teil mit einem Winkelschleifer, der mit einer dünnen Trennscheibe (1mm-1,5mm) für Stahl oder V2A-Stahl bestückt ist. Übrigens der Kreis mit der vertikalen Linie als Durchmesser garantiert unter der Voraussetzung, dass wenn die seitlichen Ecken auch auf dem Kreis liegen, dort ein 90°-Winkel auftritt. Das wiederum erleichtert den Zuschnitt des Blechs, weil man es durch zwei, maximal 3 Schnitte aus einer rechtwinkligen Platte herstellen kann (Abb. 58b).
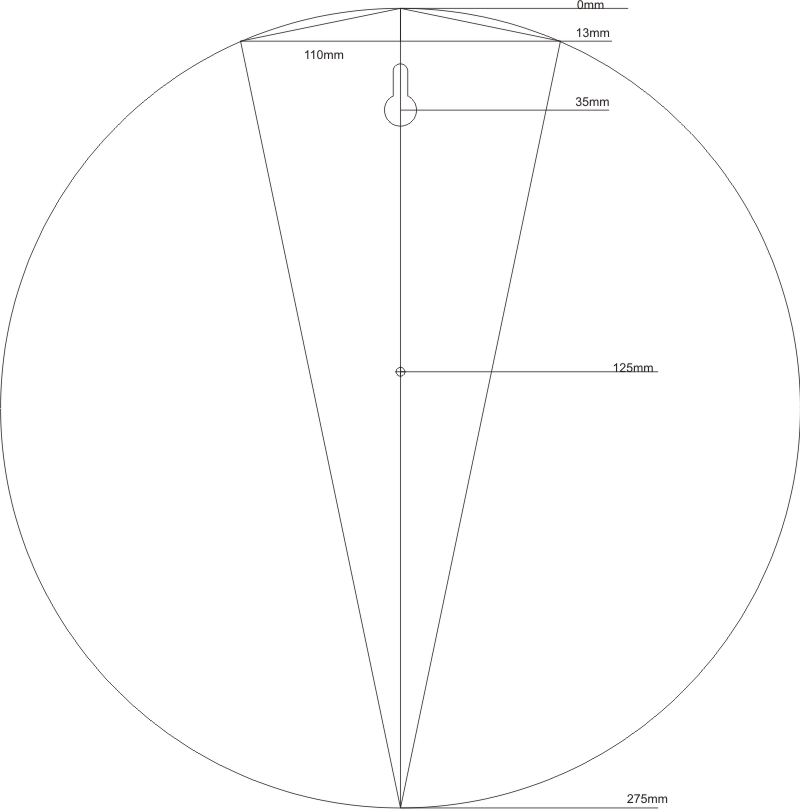
Abb. 58a: Die Grundplatte des Wandleuchters
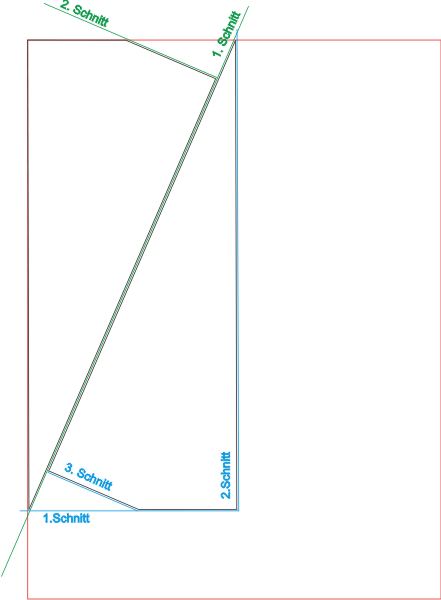
Abb. 58b: Schnittabfolge für die Grundplatte (rot) (1. Platte grün,
2. Platte blau u.s.w.)
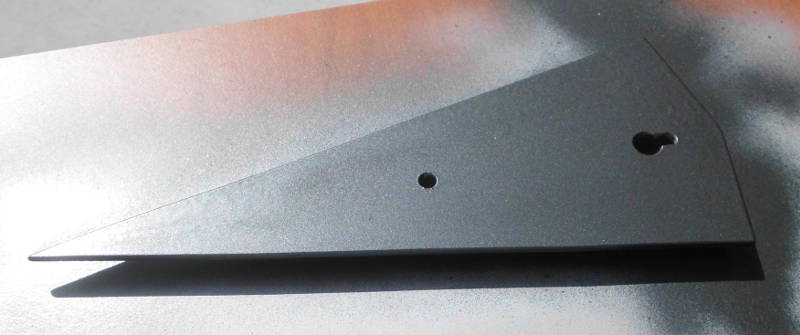
Abb. 58c: Grundplatte fertig lackiert
Die Bohrung auf 125mm von oben hat 6,2mm Durchmesser und ist von hinten so gesenkt, dass eine 6mm Senkkopfschraube mit 4mm Imbus glatt hineinpasst. Das Befestigungsloch besteht aus einer 11mm-Bohrung und zwei anschließenden 4,5mm Bohrungen, die mittels Flachfeile egalisiert werden. Die beiden seitlichen Winkel des Drachenvierecks messen 90°. Dadurch kann man zwei dieser Platten ohne großen Verlust aus einem rechteckigen Blechstück herstellen.

Abb. 59: fertiger Flaschenhalter
Am fertigen Flaschenhalter kann man die Platzierung der Klammern gut sehen. Nach dem Schließen wurden die Klammern hinten mit den 8mm-Teilen verschweißt, geglättet und von vorn und hinten noch mit dem Abschrothammer mit jeweils zwei Kerben zur Verzierung und Festigung versehen. Ebenfalls gut zu erkennen ist die Verarbeitung der Enden, die den Ring halten sowie die Form der Bandeisen, die das Glas halten.

Abb. 60: Fertiger Leuchter
Ach ja, da war noch das Absägen und Zurichten der Flasche. Die Schnittkante nach dem Absägen des Bodens ist ziemlich ruppig mit meist vielen Chips. Deshalb erfolgt erst mal ein Grobschliff mit der Glasschleifmaschine. Nach dem Abtragen der groben Unebenheiten wird auf einer eben Glasplatte mit Korundpulver der Körnung 80 plangeschliffen.

Abb. 61 Vorschleifen mit der Glasschleifmaschine mit Diamantkopf - Wasser
nicht vergessen

Abb. 62: Zwischenschliff mit Korundpulver (Korn80) und Wasser auf einer ebenen
Glasplatte
Mit kreisenden Bewegungen (Epizykloide) und leichtem Andruck wird der Schnitt plan geschliffen. So könnte man auch statt mit der Schleifmaschine die Chips wegschleifen, dauert nur länger. Korundpulver findet man bei diversen Anbietern im Internet. Nassschleifpapier, wie man es zur Lackreparatur am Auto verwendet ist völlig ungeeignet, weil es sehr schnell lappig wird und ständig verrutscht, außerdem nutzt sich die Körnung schnell ab. Die Glasplatte dagegen ist hart und erlaubt den Körnchen des Schleifmittels sich nicht von der Oberfläche zu entfernen und in den Untergrund zu drücken. Das macht dieses Verfahren sehr effektiv, schnell und überaus kostengünstig. Ferner kann man Korundpulver auch in konvexen oder konkaven Schleifgefäßen einsetzen, was mit Schleifpapier übrhaupt nicht geht, aber nötig ist.
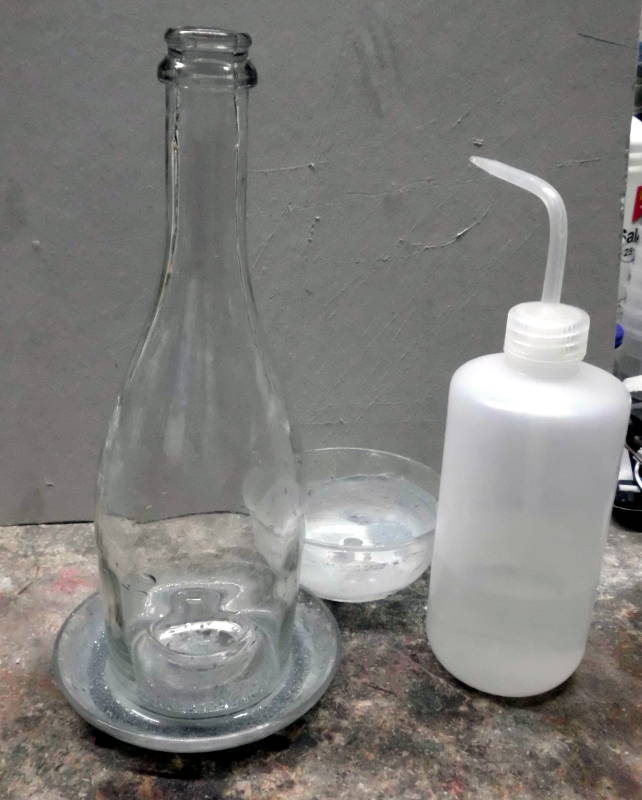
Abb. 63: Rundung der Kanten durch Drehen in einem Eierbecher (Innenkante)
und einer Glasschale (Außenkante)
Nach dem Planschleifen werden die Kanten der Schnittfläche gerundet. Innen geschieht das mit einem Eierbecher, außen mit einer Glasschale, indem man Flasche und Untersatz gegeneinander dreht. Zuerst mit Korn 80 und zum Feinschliff mit Korn 240. Das glättet gleichzeitig auch den planen Teil des Schnitts.

Abb. 64: Der erste Prototyp ohne Glas ist fertig
Das Herstellen von Klammern mittels Gesenk wurde weiter oben bereits beschrieben. Die Herstellung eines Gesenks mit Formeisen rentiert sich natürlich nur, wenn man vorhat, mehrere Klammern mit gleichen Abmessungen herzustellen. Soll die Klammer das Verschweißen der Teile ersetzen, ist es sinnvoll, die Klammer im heißen Zustand möglichst schnell um die kalten zu verbindenden Teile zu schließen, weil sich dann durch das Schrumpfen der Klammer beim Abkühlen die Verbindung festigt.
Einzelne Klammern mit wechselnden Abmessungen schmiede ich heiß um die Schnittflächen eines 150mmx150mm H-Eisenträgerstücks. Dazu werden die einzelnen Klammern nicht vorher zugeschnitten sondern von der Stange verarbeitet und erst nach Erreichen der U-Form abgetrennt. Nach nochmaligem Erhitzen erfolgt das Klammern der zu verbindenden Teile.
Größere stilisierte Lilien stelle ich aus drei Teilen her. Für die identischen Seitenteile habe ich mir eine Biegeform hergestellt. Nach dem Fertigstellen eines Seitenteilprorotyps wird dazu ein Stück Bandeisen (4x20mm) so zugerichtet, dass es genau in die Form des Prototyps passt. Dann schweißt man das Bandeisen auf einen massiven Träger, T-Eisen oder dickes Bandeisen 8x40mm mit einem drunter angeschweißten T-Balken. Dieser dient zum Befestigen im Schraubstock.

Abb. 65: Biegeform für Lilien
Ein 8er oder 10er Vierkant wird am Ende angespitzt (Abb. 66) und nach weiterem Erhitzen an der Ambosskante angebogen, um 180° gedreht und durch leichte Schläge von vorn nach oben gerundet. Damit ist das nach außen weisende stilisierte Blütenblatt vorgeformt.


Abb. 66: Anspitzen und noch mal erhitzen, an der Ambosskante biegen und durch
leichte Schläge von vorn aufrollen
Ein weiteres Mal erhitzen in der Form festgeklemmen und biegen. Hier muss man mit einem leichten Hammer nachhelfen, damit alles gut sitzt. (Abb.67).

Abb. 67: Biegen an der Form
Wieder erhitzen und abwechselnd mit der Finne und der Bahn des Hammers in die Breite arbeiten. Mittels Biegeform kann man jederzeit die Form des Werkstücks überprüfen und korrigieren. Auf die gleiche Weise ein zweites Exemplar anfertigen.

Abb. 68: Abgeflachter Bogen
Für das Mittelteilwird das Ende eines Profils mehrfach aufgedickt - erhitzen,
senkrecht auf den Amboss stellen und durch Schläge von oben das heiße
Ende stauchen. Mehrmals erhitzen und das verdickte Ende zu einer Raute ausformen.
Diese Raute nach außen hin zunehmend ausdünnen und dabei immer die
Rautenform kontrollieren.

Abb. 69: fertige Stiftlandlilien
Teile zusammenfügen und verschweißen. Die stilisierte Lilie findet man übrigens auch im Stadtwappen von Waldsassen im Stiftland (back to the roots!)



Abb. 70a/b/c: Zirbel kalt gedreht -Zirbel aus 6mm-4-Kant heiß eingedreht
und geöffnet - Zirbel aus Rundstäben 6mm kaltgedreht
Das Herstellen von Zirbeln ist verwand mit dem Tordieren (Drehen) von Stäben. Man kann einen dicken Stab (ab 12mm) doppelt über kreuz der Länge nach aufspalten und dann weiter verfahren wie unten beschrieben. Dieses Verfahren ist aber sehr aufwendig und braucht eine Menge Heizenergie. Ein späteres Zusammenschweißen und Versäubern entfällt.
Ich gehe den anderen Weg, der auch die Verwendung unterschiedlicher Teilprofile erlaubt. Vier gleich lange Profilstäbe werden an den Enden verschweißt und miteinander verdreht bis nix mehr geht (merke: nach fest kommt ab! Bei Abb. 70c war das der Fall). Danach dreht man in die Gegenrichtung zurück wodurch sich der Knoten öffnet. Das ist schon alles.
Einer besonderen Erwähnung bedarf der heiß gedrehte Zirbel in Abb. 70b. Auch hier sind die Stäbe zunächst verschweißt aber wirklich nur an den äußersten Enden. Dann wird der Verbundstab möglichst gleichmäßig erhitzt, in den Schraubstock gespannt und weitestmöglich eingedreht (bis es knirscht). Jetzt erneut erhitzen, einspannen und ausdrehen. Dabei intervallweise die Spirale stauchen, daurch wird die Figur zunehmend in die Breite getrieben. Der ganze Knoten wird damit zwar kürzer, aber die Gänge rücken näher zusammen.
Für große Werkstücke wie Bögen sind Formmulden sehr hilfreich. Für das Bearbeiten von Bandeisen von der breiten Seite her oder für dünnere 4-Kant- oder Rundprofile (bis 10mm) genügt Hartholz. Dabei gilt grundsätzlich, dass mit der Model der Bauch, niemals der Buckel - geformt wird. Wer das andersrum probieren will, wird schnell merken, dass das keinen Sinn macht und nur Prellungen an der Hand verursacht.

Abb. 71: Model für Rundbögen bis 35cm Radius
Aus einer 6cm Buchenbohle wurde ein Teilzylinder mit 35 cm Krümmungsradius hergestellt. Nach dem groben Aussägen mit der Stichsäge/Bandsäge erfogt der Feinschliff an der Tischfräse, die für diesen Job mit einem Zylinderschleifkopf (Körnung 80) bestückt wurde. Man schiebt das Werkstück (hier Bandeisen 4x30mm) von links in den Model und hämmert so Stück für Stück bis das Eisen die Form der Modelbiegung angenommen hat.
Achtung: Man kann mit dieser Vorrichtung auch Krümmungen mit einem kleineren Kurvenradius als 35 cm erreichen, wenn man zu lange oder zu stark an einer Stelle rumhämmert.
Ist die Krümmung zu stark, legt man zur Korrektur den Bogen mit der Hohlseite auf die Bahn vom Amboss und korrigiert sachte in die Gegenrichtung. Optimal ist es, wenn der Krümmungsradius von Model und Werkstück übereinstimmen, dann dient der Model nicht nur der Formgebung sondern auch deren Kontrolle. Werden in der Mulde des Models Werkstücke mit einem kleineren Krümmungsradius hergestellt, so muss man deren Form anderweitig, z. B. durch eine Zeichnung überprüfen.
Sollen Bandeisen von der Schmalseite her oder dickere Profilstäbe gebogen werden, ist Hoz als Model ungeeignet, weil das Eisen ins Holz drückt und somit die Form schnell verfäscht wird. Hierfür braucht man eine härtere Unterlage. Eine solche habe ich mir in Form eines Gesenks hergestellt. Es wurde aus einem Stück 25mm-4-Kant geschmiedet und schaut ca. 5-6cm über die Bahn vom Amboss heraus. Damit das Werkstück nicht seitlich abrutschen kann, wurden zwei kurze Bandeisenstücke seitlich aufgeschweißt.

Abb. 72: Setzstöckl zum Biegen von Bandeisen
Zur Unterstützung der Biegung des Bandeisens kann es auch durch Bearbeiten der Außenseite mit der Finne oder einem Kugelhammer ein wenig gestreckt werden. Das bringt nicht die Welt, kann aber als verzierendes Element (vor allem mit den Kugelhammer) betrachtet werden.

Abb. 73: Biegegesenk im Einsatz mit dem 2kg-Hammer
Das Werkstück wird von der Auflage auf der Bahn bis zum Gesenk möglichst gleichmäßig bearbeitet, damit die Krümmung gleichmäßig ausfällt. Kontrolliert wird die Form durch Anlegen an die Zeichnung des Innenkreisbogens welcher mittels Zirkel auf eine Holzplatte gezeichnet wurde. Natürlich muss auch hier auf die Einhaltung der Kreisebene kontrolliert und korrigiert werden.
Durch mehrfaches Durchschieben und bearbeiten des Bandeisenstücks (4x30x800mm) wird der Bogen hergestellt. Weil die Krümmung von Werkstück und Model übereinstimmt, ist eine 1zu1-Kontrolle möglich. Lediglich die Einhaltung der Bogenebene musste an manchen Stellen leicht korrigiert werden. An die Bogenenden wurden 15cm lange waagrechte Stücke angesetzt.
Abb. 74:Herstellung des Bogens
Da die Gitterstäbe einheitlich gebogen werden sollten, wurde auch hierfür ein Model hergestellt. Die Stäbe wurden auf Länge geschnitten und die Enden halbkugelförmit abgerundet. Nach dem Anzeichnen der Knickstelle (dazu verwende ich gerne Schiefergriffel wie sie die Schüler früher in der Schule hatten - übrigens auch von meinem Lehrmeister abgeguckt) wird diese in die Knickstelle des Models gehämmert und die Enden gerade gerichtet. Das Ergebnis im Foto spricht für sich.

Abb. 75: Bieglehre für die Gitterstäbe
Aus 12mm-Rundprofil wurden die Seitenstäbe und die Teile des Mittelstabs hergestellt. Das untere Ende wurde verjüngt und damit verlängert und schließlich zu einer Spitze ausgeschmiedet.
Das obere Stück des Mittelstabs bekam vor dem Zusammensetzen mit dem gedrehten Mittelteil und dem Stützstab eine 6mm Sacklochbohrung von 25mm Tiefe am oberen Ende. Ebenso der kurze Stummel, der abschließend zentrisch auf den Bogen geschweißt wurde.
Zwei weitere Bandeisen werden im Abstand von 90 mm gemeinsam gebohrt. Die Randstäbe und der zentrale sind 12er Rundmaterial, der Rest ist aus 8mm Rundmaterial. Die Latten oben und unten geben den Abstand der Bandeisen vor, die vertikale Latte in der Bildmitte den 90°-Winkel. Das kurze Lattenstück oben links ist so auf Dicke gesägt, dass alle drei Winkelteile genau zentrisch zum Verlauf des Bandeisens liegen. Nachdem der Überstand am unteren Ende kontrolliert war, wurden die Stäbe von unten an die beiden Bandeisen geschweißt. Anschließend Wiederholung von der anderen Seite.

Abb. 76: Anordnen der Gitterteile in der Montageform
Abb. 77 zeigt das fertige Gitter vor dem Verzinken. In die Bohrungen der Mittelstäbe wurden 6mm V2A-Rundstäbe eingepasst, auf die Bruchglasstücke aufgesteckt werden können. Auf den seitlichen Stäben wurden noch zwei 30mm Volleisenkugeln angebracht.

Abb. 77: Fertiges Gitter mit vertikalem Bogen
Das nächste Objekt sollte ein horizontales Rundgitter für eine Gartenecke werden. Mit einem Krümmungsradius von 60 cm und einer Bogenlänge von 135cm war das zunächst eine Herausforderung, deren Bewältigung aber schnell gefunden war. Die bisherigen Biegemethoden schieden aus, es musste eine neue Idee her und die bestand im Schmieden eines Gesenks wie es weiter oben schon beschrieben ist.
Das Bandeisen (4x25x1350mm) wurde einseitig mit dem Kugelhammer vorgestreckt wodurch sich bereits eine geringe Biegung erreichen ließ. Der Rest wurde mit Hilfe des Setzstöckels erledigt. Auf eine große Pressspanplatte wurde der Innenkreisbogen mit Radius 58,75cm gezeichnet. An diesem Kreisbogen wurde immer wieder die Krümmung des Werkstücks überprüft. Weil auch das Ausrichten des Bogens in die Kreisebene die Krümmung beeinflusst, musste auch nach diesen Aktionen der Bogenverlauf kontrolliert werden. Nach Bogen 1 folgte Bogen 2, welcher natürlich genau mit dem ersten deckungsgleich sein musste - OK +/- 1-2mm. Auch das gelang wunschgemäß.

Abb. 78: horizontaler Bogen mit 135cm Bogenlänge und r = 60cm
Die Bohrungen wurden wie beim ersten Gitter in beide Bögen gemeinsam eingebracht. Abstand der Bohrungen 10cm. Vier der Gitterstäbe (12mm rund) wurden mit einem Zirbel aus 6mm Rundstäben mittig zwischen oberem und unterem Lauf versehen und als Sützstäbe unten ausgedünnt und zur Spitze ausgeschmiedet. Diese Stützstäbe bekamen abschließend eine 4cm Vollkugel oben drauf. Drei stilisierte Lilien bekamen unten eine 20/25mm Vollkugel spendiert und zieren die Mittelstäbe der drei Gitterabteile. Zur Stabilisierung des Gitters wurden schließlich weich geformte SS-Bögen mit gerundeten Enden eingesetzt. Für deren Herstellung wurde natürlich auch ein Holzmodel eingesetzt. Die Herstellung verlief analog zu den Stäben von Gitter1.
Anmerkung: Die mittlere Lilie ist gegen einen gebohrten Glasbrocken austauschbar.

Abb. 79: Gitter2 fertig
2017 - Feines aus Edelstahl, neues Werkzeug und ein Kaminbesteck für den Kachelofen
Die Schmiedesaison 2017 begann verspätet erst im September mit Feinmechanik. Für die Chemieabteilung benötigte ich einige Edelstahlspatel. Aus 4mm-Rundmaterial wurden Zwei Planspatel und ein kombinierter Plan-Hohlkehlenspatel hergestellt. Sorgfältiges Planhämmern bis auf 0,6mm war die Vorstufe für den anschließenden Endschliff auf 0,4 bis 0,5mm Enddicke. Für das Wölben der Hohlkehle wurde eine spezielle Form aus zwei Rundeisen auf ein T-Eisen geschweißt. Mit einem extra rundgeschliffenen Schlackehammer wurde die Arbeit ausgeführt. Für die abschließenden Schlichtarbeiten der Oberfläche wurde das Werkstück nicht mehr erhitzt, sondern kalt bearbeitet. Ähnlich wie bei Kupfer oder Silber wird der eigentlich weiche Werkstoff dadurch härter und elastischer.

Abb. 80a: Die Spatel weisen trotz der sehr dünnen Platten eine erstaunliche
Federkraft auf.

Abb. 80b: Die Wölbung des mittleren Spatel erfolgte mittels gerundeter
Hammerfinne auf diesem speziellen Gesenk für den Schraubstock
Die nächsten Edelstahlteile sind bedeutend größer. Der Grill bekam einen neuen Rost aus 6mm Rundstäben. Die Wahl fiehl deshalb auf Rundmaterial, weil dadurch die Herstellung im Vergleich zu flachen Stäben wesentlich vereinfacht wird. Würde man die Stäbe beidseitig verschweißen, hätte man zwei Probleme am Hals. Beim Schweißvorgang wird der Stab wegen der starken, wenn auch nur lokalen Erwärmung länger, der Rahmen wird dadurch etwas nach außen verbogen. Setzt man nun den nächsten Stab ein und verschweißt diesen ebenfalls, dann wird dieser in dem bereits verformten Rahmen wieder fest eingefügt. Dabei füllt Material vom Schweißstab die Lücken, die durch den verbogenen Rahmen entstanden sind. Man hat so den Eindruck, dass jeder weitere Stab zunehmend kürzer erscheint obwohl alle gleich lang geschnitten sind. Nach dem Abkühlen des Rostes wirken dann auf die jetzt wieder verkürzten Stäbe enorme Kräfte, die einerseits zu einer Verformung des Rahmens führen und evtl. sogar bewirken können, dass einige der Stäbe verbogen werden. Der Rost ist dann nicht mehr plan. Gleiches kann beim Einsatz des Rosts über der Gluthitze im Grill passieren.
Um diesem Übel entgegen zu wirken, werden die Stäbe nur einseitig mit dem Rahmen verschweißt während das andere Ende lediglich durch ein Loch in der Rahmenleiste in Position gehalten wird. Ja, und ein rundes Loch ist eben einfacher herzustellen als ein viereckiges oder gar rechteckiges.

Abb. 81: Verschweißte Stabenden

Abb. 82: Die losen Enden erlauben in den etwas größeren Bohrungen
ungehinderte Längenänderungen und beugen so Verformungen von Stäben
und Rahmen vor.

Abb. 83: Der Grill logiert während der Schmiedesaison auf Holzböcken,
weil die Esse seinen Platz im gemauerten Unterstand mit Beschlag belegt.

Abb. 84: Spieße im Einsatz auf der speziell gefertigten Unterlage,
die das Drehen ohne Positionswechsel erlauben

Abb.85: Grillspieße nach türkischem Muster
Der obere Spieß mit den beiden Fleischhaken aus 8mm V2A-Vierkant kann schon mal eine größere Portion Fleisch oder ein Huhn aufnehmen. Denkbar ist auch eine Miniportion Dönerfleisch. Hier wird noch an der Anbringung eines motorbetriebenen Drehmechanismus geforscht. Der mittlere Spieß wurde aus einem 6mm Rundstab hergestellt und ist ca. 2,5mm dick Ähnlich wie bei den Spateln überrascht die Formbeständigkeit. Der untere Spieß aus V2A-Flachband (12mm x 3mm) besitzt wie die anderen auch Kerben in der Nähe des Griffs. Sie verhindern ein versehentliches Verrutschen in Längsrichtung, erlauben aber ein Drehen des Spießes.
In der holzbearbeitenden Sparte waren Originalzoiglsterne der Renner. Selbstredend, dass dafür eine eigens konstruierte Aufhängung herstellt werden musste. Die Welle, an der der Stern aufgehängt ist, kann dank eingedrehtem 10mm-Gewindebolzen herausgeschraubt werden. Ein Stern dieser Art hängt in der Gaststube beim "Zoigl am Eck" in der Klosterstadt Waldsassen.


Abb. 86: Zoiglstern mit geschmiedeter Aufhängung
Ebenfalls eine Coproduktion der Holzwerkstatt mit der Schmiede ist der 10er-Bierkasten mit den geschmiedeten Handgriffen. Rahmen und Fachteiler sind lediglich gezapft und verleimt. Nur der Boden ist aus Sicherheitsgründen verschraubt. Ein must-have für den Hausbrauer.

Abb. 87: Party-Bierkiste für den standesbewußten Kommunbrauer
Aus einer alten Rundfeile wurde der Ersatz für den verlorenen Abziehstahl im Taschenmesserhalfter neu hergestellt. Damit das Teil gehärtet werden kann, muss es aus Kohlenstoffstahl hergestellt werden. Genau den fiindet man oft in Form von altem Werkzeug, vornehmlich Feilen, auf Trödelmärkten. Die feine Rifelung wurde durch Abziehen auf der Bandschleifmaschine aufgebracht.

Abb. 88: Auf der Klinge des Wetzstahls ist noch der Hieb der ehemaligen Feile
zu erkennen
Für die mittelalterliche Holztruhe, die meine Tochter gebaut hat, wurden passende Beschläge für Scharniere und Schließe benötigt. Zum Zusammensetzen der Angeln wurde speziell eine Dornzange hergestellt. Die Augen wurden auf dem Konus-Setzstöckl vorgeformt, nachträglich dann noch einmal heiß gemacht und mit der Dornzange geschlossen.die Schlitzöffnung im Schließblech wurde mit dem Abschrot geöffnet und geweitet und anschließend die Schlitzenden mit der Rundfeile bearbeitet. Dass hier nicht gebohrt oder ausgesägt wurde erkennt man an der Materialverdrängung über die Begrenzung des Rohlings hinaus.

Abb. 88: Angeln und zwei Schließbleche zur Auswahl nach mittelalterlichem
Vorbild.
Aus der unregelmäßigen Verdrillung im Mittelteil der Haken kann man sehen, dass diese im heißen Zustand erfolgt ist. Auch könnte man eine so feine Riffelung wie beim linken Haken nie im kalten Zustand herstellen, weil die Stange vorher abreißt.
Als erstes werden die Stabenden pyramidenförmig oder keilförmig angespitzt und dabei zum Ende hin gerundet. Dann wird der Mittelteil erhitzt und mittels Schraubstock und Windeisen verdrillt. Für das schneckenförmige Einrollen der Enden wird die erhitzte Spitze an der Ambosskante nach unten geschlagen, der Stab dann um 180 Grad gedreht und vom Ende her in Stabrichtung durch leichte Schläge zur Schnecke aufgerollt. Als Letztes werden die Haken an der Ambossgabel oder einer ähnlichen Biegehilfe heiß in S-Form gebogen.

Abb. 89: S-Haken für die Mittelalterausrüstung aus 6mm-Vierkant
Werkzeug
Wie jedes Jahr wird während der Schmiedesession neben Dingen des täglichen Gebrauchs auch mancherlei nützliches oder für spezielle Arbeiten notwendiges Werkzeug hergestellt. Manche Gegenstände sind dermaßen trivial, dass man sich scheut, sie als Werkzeug zu bezeichnen, aber sie sind sehr, sehr hilfreich.
Zum Biegen von Werkstücken auf der Ambossbahn stellte ich zwei Ziehgabeln her. Sie sind bestens geeignet, um flache Werkstücke wie Schnörkel in eine endgültige, ansprechende Form zu bringen. Da ich keine Lust hatte, die Köpfe aus einer Platte mit der Flex auszuschneiden und dabei diverse Scheiben zu vergeuden, wurden die Dinger einfach aus 14er Vierkantmaterial zusammengeschweißt. Die Kanten der Backen wurde rund geschmiedet und abschließend mit der Fächerscheibe auf der Flex feingerundet. Beim nächsten Mal werde ich für die Backen einfach gleich Rundstäbe nehmen.

Abb. 90: Ziehgabeln für verschiedene Biegeradien

Abb. 91: Maul, Auge und Schenkelansätze bestehen aus Bewehrungsstahl
Eine Dornzange ist sehr nützlich zum Biegen von Ösen, Schnecken usw. Mein Exemplar habe ich aus Bewehrungsstahl geschmiedet, weil der härter ist als normaler ST37. Zangen bestehen prinzipiell aus zwei identischen Teilen, die je nach Verwendungszweck noch nachträgliche Formänderungen nötig machen können. Ausnahmen bilden z. B. Klauenzangen zum Halten von Bandeisen oder Winkelzangen. Dann wird das Auge an der Ambosskante abgesetzt, ausgeformt und ebenfalls an der Ambosskante gerundet. Abschließend werden beide Teile gebohrt und mit einem Niet verbunden. Die Herstellung von Nieten zeigt die Skizze.
Abb. 92: Herstellen von Nietstiften
Primitiv aber sehr hilfreich sind Zangenklammerringe verschiedener Größe. Nach dem Aufgreifen des Werkstücks wird der Klammerring auf die Griffstangen der Feuerzange aufgezogen und erleichtert so ohne große Kraftanstrengung das Festhalten. Die Ringe können vor allem so fest aufgezogen werden, dass damit eine deutlich höhere Kraftwirkung über einen langen Zeitraum ausgeübt werden kann, wie es allein durch die Hand möglich wäre.

Abb. 93: eine von mehereren Zangenklammern verschiedener Größe
Für Biegearbeiten sehr nützlich ist eine Ambossgabel. Die hier wurde aus einem 16er-Rundstahl für ein 25er Setzstöckl gefertigt..

Abb. 94: Biegegabel in der 4-Kantaufnahme des Ambosses
Das Biegen von gleichförmigen Schnörkeln wird durch entsprechende Biegeformen erleichtert. Für kleine und größere Schnörkel wurden verschiedene Grundformen hergestellt. Die Biegungen werden heiß mit Hilfe der Ziehgabel oder entsprechender Zangen durchgeführt.
Das Ende eines Flacheisens wird etwas ausgedünnt und dann über die Ambosskante etwas nach unten geschlagen, um 180 Grad gedreht und mit dem Hammer in Stabrichtung zu einem Halbbogen gerundet, so wie bereits bei den S-Haken beschrieben. Dieser Halbbogen kann jetzt am Modelende eingehakt und das Eisen so weit wie gewünscht (oder glühend) um die Form gebogen werden. "Unfolgsame" Partien kan man mithilfe der Ziehgabel oder einer Zange in Form bringen. Die Biegeform selbst wird mit der Halterung im Schraubstock eingeklemmt.
Um Schnörkel mit mehr als 180 Grad Bogenwinkel herstellen zu können, muss die Biegeform im Zentrum spiralenförmig nach oben gezogen sein, wie das bei der großen rechten der Fall ist. Die Arbeit beginnt dann am erhöhten Zentrum und erfolgt stückweise, der Model folgend, abwärts. Natürlich macht dieses Vorgehen ein nachträgliches Ebnen des Werkstücks erforderlich.
Die beiden kleinen Formen sind im Wesentlichen für symmetrische Schnörkel gedacht. Die große Form kann für verschieden stark aufgerollte Schnörkel aber auch gut für große S-Bögen eingesetzt werden. Ähnlich wie bei S-Haken werden zunächst die Rohlinge auf gleiche Länge geschnitten. Die Mindestlänge hängt dabei von der Größe der Biegeform ab, wenn C-Formen entstehen sollen. Die Enden weden wie oben beschrieben vorbereitet und dann jeweils über die Form gebogen.

Abb. 95: Biegeformen für Schörkel verschiedener Größe

Abb. 96: Biegeform einsatzbereit
Alte Hämmer vom Trödelmarkt wurden umfunktioniert. Aus Maurershämmern wurden einseitig angeschärfte Abschrote geschmiedet, so dass diese auch in die Gesenkaufnahme vom Amboss passen. Zur Herstellung von Blättern wurde ein Hammer (ganz links) so umgearbeitet, dass er zur Andeutung von Blattadern dienen kann. Der glatt geschliffene Durchtreiber war früher ein Meisel und dient jetzt zum Aufweiten des Auges bei Hämmern. In dem 14er 4-Kanteisen wurde der Schlitzhammer ganz rechts ausprobiert.

Abb. 97: Verschiedene formgebende Werkzeuge
Neu herangewagt habe ich mich an das Schmieden von Hämmern. Dafür ist erst einmal ein Schlitzhammer nötig, der in den glühenden Rohling einen Schlitz treiben kann. Das erfolgt zunächst auf der Bahn und kurz vor dem Durchbruch über dem Loch im Amboss. Ein entsprechend vorgeformter Hammer vom Trödelmarkt wurde dazu umgearbeitet indem die Finne ausgedünnt wurde. Zum Ereitern des Schlitzes zu einem Auge benötigt man dann einen Durchtreiber, den ich aus einem alten Meisel hergestellt habe. Wichtig ist für dieses Werkzeug, dass es eine glatte Oberfläche hat, damit das Hineintreiben in den Schlitz mühelos und das Herausschlagen ohne Probleme geschehen kann. Der Durchtreiber muss nicht gehärtet werden, weil er beim Einsatz durch die Hitze wieder weich würde.

Abb.98: Schlitzhammer im Einsatz
Das Versuchs-Hämmerchen wurde aus einem 14er Vierkannt gefertigt. Der Schlitzhammer öffnet das Material für die weiteren Schritte.

Abb. 99: Arbeitsfortschritt -
Auf dem Horn des Ambosses wurde hier bereits die Bahnseite des Hämmerchens
mit einem Rundhammer bearbeitet.
Das Auge ist schon mit Hilfe des Durchtreibers aufgeweitet.

Abb. 100: Das fertige Teil ist funktional perfekt, an der äußeren
Form muss noch gearbeitet werden.
Doch die stand bei diesem ersten Testobjekt nicht im Vordergrund. Sieht irgendwie
mittelalterlich aus meinte meine Frau.

Abb. 101: Seitenansicht

Abb. 102: Das ist der Hammer - mit Stiel
Ein Ringhaken aus 14er-Rundmaterial ist nicht ohne Feuer herzustellen. Die Biegegabel war hier ebenso wie die Ziehgabeln hilfreich. Die pyramidenförmige Spitze steht am Beginn der Arbeit. Dann muss die Öse gebogen werden. das startet mit einem Winkel von etwa 135 Grad. Der Stab muss nun am Ende des Vollbogens so abgeschnitten werden, dass sich durch den schrägen Schnitt das Ende genau an den Beginn der Biegung anschließt. Der Zimmermannsbleistift verdeutlicht die Größenordnung des Werkstücks.
Wofür man so ein Ding braucht? Nun, der Haken wird beim nächsten Mal im Stock des Ambosses verankert, um daran eine Kette zu befestigen, die es, über die Bahn gelegt und mit einem Pedal gespannt, erlaubt, Werkstücke auf dem Amboss beim Bearbeiten festhalten zu können. Man(n) hat bekanntlich nur zwei Hände. Lasst euch überraschen.

Abb. 103: Ringhaken
Dieses Blatt ist ein Probestück, das mit dem umfunktionierten linken Hammerkopf aus Abb. 97 seine endgültige Form erhalten hat. Nach dem Anspitzen und Abflachen entlang der Mittellinie mit dem Kugelhammer wird der Stiel auf dem Horn vom Amboss mittels Rundhammer bearbeitet. Das Finish erhält das Blatt durch Punzieren mit dem Blatthammerkopf.

Abb. 104: Blatt aus einem Flacheisen
Zu jeder Schmiedesession gehört ein Großobjekt. Heuer war ein Kaminbesteck dran. Scharrer, Greifzange und Feuerhaken aus 12er Vierkannt mit Zirbelgriff hängen an einer stabilen Grundkonstruktion mit Sch(m)utzblech auf einem Rahmen aus 10mm Vierkannt. Für die Greifzange wurde der 4-Kant in der Mitte auf 3mm Dicke abgeplattet und über ein Rohr gleichmäßig rund gebogen. Dadurch kommt auch bei einfachem ST37 eine ausreichende Federwirkung zustande, die ein einhändiges Bedienen möglich macht.

Abb. 105: Kaminbesteck
2018 war nicht viel Zeit zum Schmieden, dafür neigt sich die Baustelle "Haus renovieren" langsam den Ende zu.
Das bemerkenswerteste Objekt aus 2018 ist das Fischmobile. Weil in der nördlichen Oberpfalz Fischreiher, Kormoran und Fischotter die Bestände dezimieren und etliche Fischzüchter bereits das Handtuch geschmissen haben, dachte ich mir, dass die Fischgerippe auf diesen Umstand hinweisen sollen. Außerdem können sich die blöden Viecher daran die Zähne ausbeißen und die Schnäbel verbiegen.



Das Ofenbesteck hat auch Zuwachs bekommen.


Eine Biegvorrichtung für verschiedene Radien hat den Werkzeugbestand erweitert.



Das Teil wurde auch sofort eingesetzt - S-Haken für Mittelalterfreunde. Das Foto zeigt den Werdegang vom Rohling bis zum fertigen Haken. Gebogen wird kalt.

2019 war das Jahr der Elektronik und des Computers nachdem die Baustelle geschlossen war.
Zum Schmieden war's entweder zu heiß oder zu nass. Also schaun wir mal, was 2020 macht.
... to be continued...
(C) 2011 bis 2020 by J. Grzesina
Wer bis hier her gekommen ist, dem empfehle ich auch folgende Seite zu besuchen. Die Jungs machen auch sehr nette Sachen.
https://www.telchinen-schmiede.de/
![]()
![]()
![]()